
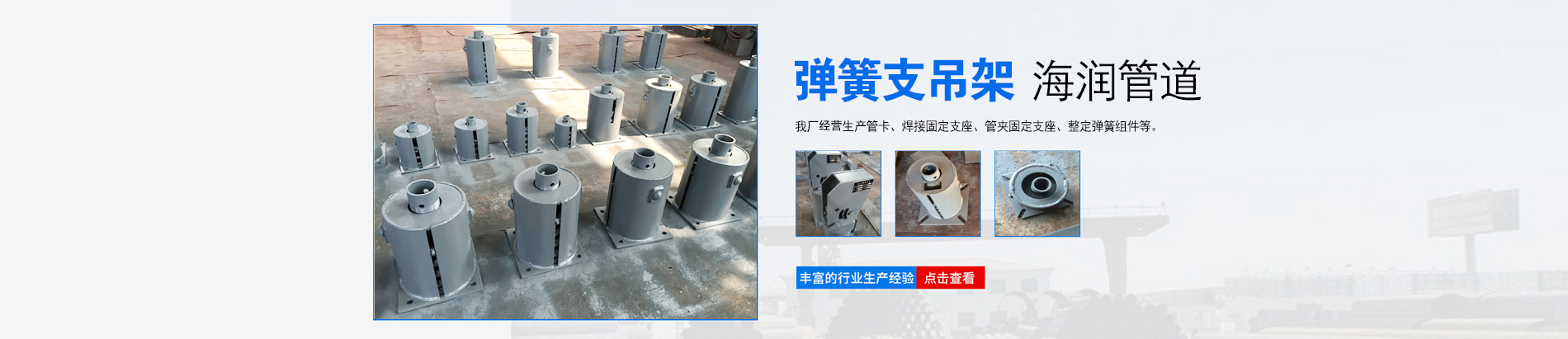







PHC16型恒力561型弹簧支吊架
561型弹簧支吊架制造工艺:
561型弹簧支吊架施工组应以单线图配管构成、现场安装设备方位等确认单一单线图预制件安装顺序
1)先地下后地上:
2) 焊接进程有必要严格控制焊接线能量不超越30KJ,尽量选用较小的焊接线能量,选用多层多道法施焊
3)先合金不锈钢管后一般管; 561型弹簧支吊架 价格561型弹簧支吊架 厂家
4) 焊接收弧时应将弧坑填满,并用砂轮磨去弧坑缺点。多层焊时各层间的接头应错开30mm~50mm; 临时点固到管道上的卡具选用砂轮机撤除、修磨,并进行着色查看,不得选用击打的办法强行撤除。
5)先工艺配管后共用工程配管;

双拉杆A型恒力弹簧支吊架厂家直销、现货供应。
制造技术要求 1、 产品应按规定程序审批的图样及技术制造。 2 、产品所采用的材料牌号应符合图样要求,材质应符合国家标准规定,并有质保书。 3、 弹簧刚度的极限偏差应为±10%。 4 、在自由状态下,弹簧轴心线对两端面的垂直度不超过自由高的2.5%。定位销取出后,应用铅丝捆在一起挂在弹簧组件上,以备需要重新锁定时使用。 5 、弹簧自由高的极限偏差为自由高的±2%。 6、 需作热处理的零件,其硬度值应符合图样规定。 7 、产品应按订货要求的位移方向锁定出厂。 8 、焊接与焊缝应符合图样和技术文件规定。 9 、焊缝表面不得有裂纹、夹渣、气孔、弧坑和超过0.5mm 深的咬边。

您好,欢迎莅临海润管道,欢迎咨询...
 触屏版二维码 |




