



现货直销杆式A型绷簧支吊架(在线咨询)
绷簧支吊架作业中,有必定的荷重改变;热位移较大的支吊点,需串联多个绷簧,而串联数量是有限的。因此,对严格控制荷重改变和热位移很大的场合,绷簧支吊困将不能满足需要。但它具有结构简略的长处,所以使用还是非常广泛。 绷簧支吊架作业机理叙述:在绷簧支吊架中,支吊架的荷重笔直直接与绷簧力相平衡,而绷簧力等地绷簧刚度与紧缩值的乘积。当支吊点产生笔直方向的热位移时,绷簧紧缩值也产生改变,支中架为荷重也就产生改变,如能挑选适宜的绷簧,支中架荷重改变就会约束在某一允许范围之内,不会产生刚性支吊架那样荷重大幅度改变或完全不费劲的状况。







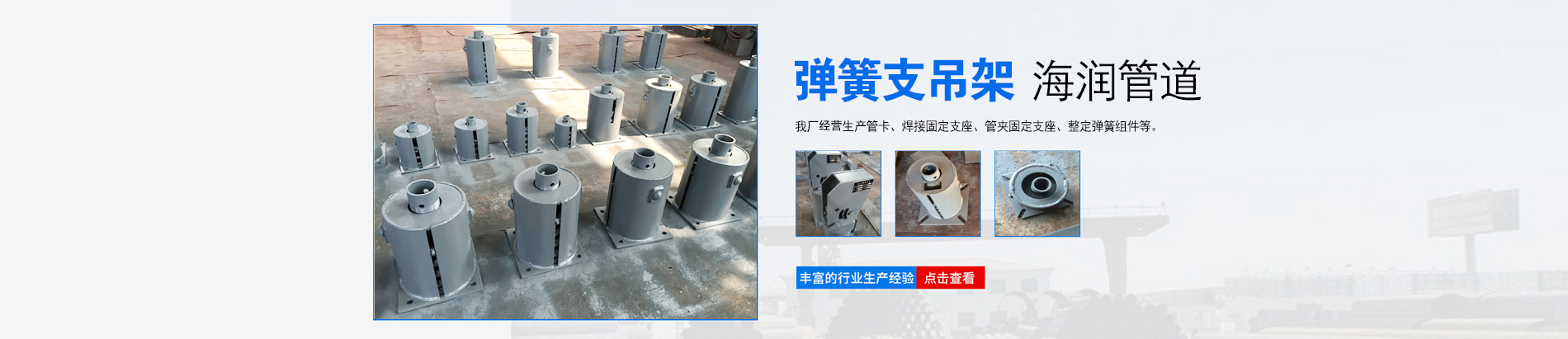
我公司是专业出产制造各种规格型号的管道支吊架
产品有:整定弹簧组件、D1长管夹、D2三孔短管夹、D3双孔短管夹、D4焊接单板、D5焊接双板、D6管夹横担等弹簧支吊架在工作的时分,不仅需求全部的承受整个管道体系的全部的分量带来的压力和载荷,同时还需求有用的平衡整个管道体系的作用力。管道支吊架是将管道的荷重和承受力传递到厂房梁、柱结构或其它基础上的一种设备,使用这种设备能正确合理地对管道支承、悬吊、限位或固定,操控管系应力水平缓管系对接口设备的推力和力矩,以保证管道和接口设备长期安全运行。产品质优价廉,欢迎新老客户来厂辅导光临

整定绷簧组件制造时应注什么:
绷簧支吊架低温钢管道(A333 Grade6)焊接 a) 一切焊缝均选用全焊透工艺; b) 焊件组对前,应将坡口外表的氧化物、油污、毛刺及其它有害杂质清除洁净,消除规模为坡口及其两侧母材不少于20mm区域; c) 不得选用锤击等强制手段进行组装,不得在母材外表刻划或击打材料标记和焊工钢印等,以防构成发生缺口效应的划痕; d) 焊接进程必须严格控制焊接线能量不超过30KJ,尽量选用较小的焊接线能量,选用多层多道法施焊; e) 焊接纳弧时应将弧坑填满,并用砂轮磨去弧坑缺点。多层焊时各层间的接头应错开30mm~50mm; 临时点固到管道上的卡具选用砂轮机撤除、修磨,并进行着色检查,不得选用击打的办法强行撤除。

您好,欢迎莅临海润管道,欢迎咨询...
 触屏版二维码 |





